What is the best type of concrete batch mixer for my application?
Regardless of what people have told you, or what you have read, there is a best mixer for each application. Each excels in a different type of concrete:
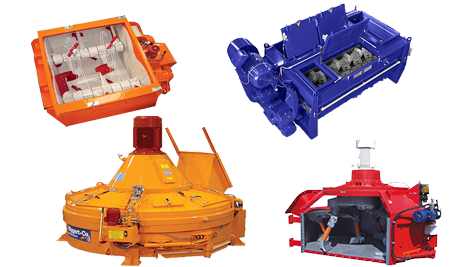
Twin Shaft concrete mixer :
Lots of concrete at high speed, low wear, low maintenance. Designed for rough, tough jobs like dam building, ready-mix and prestressed beams. Handles aggregate sizes to several inches. Does not discharge completely, so not good for mixes of different type or color. End of shift cleanout is slow and difficult (unless our high pressure washout system is used). Performance on dry cast mixes is not as good as the best planetary mixers. Gives the highest throughput of concrete in a given floor space, can double plant output without modification to hoppers, scales, belts etc. Most models have only a full width discharge door; exception is Ocmix RG which has a reduced width door option. “Compulsory mixing” action gives high quality concrete with maximum strength, saving up to 20% on cement compared with non-compulsory mixing action below.

Turbine concrete mixer :
Turbine concrete mixer also known as the concrete pan mixer. High quality precast, especially wet cast mixes. Medium speed, medium wear, medium maintenance. Designed for precast. Good cleanout but sensitive to blade adjustment and wear. Good for colored mixes. Simple mechanical system. Easy to install moisture sensors in floor. Up to 4 discharge doors. Most models not fast enough to create “DESCRIPTIONCompulsory mixing”, so concrete not as high in quality or strength.
Planetary / countercurrent concrete mixer :
Highest quality precast, especially dry cast, block, pavers, architectural. Medium to high speed, medium wear, medium maintenance. Designed for precast, block, pavers. Good cleanout, good for colored mixes. More complex mechanically but best models very reliable. Easy to install moisture sensors in floor. Up to 4 discharge doors. “Compulsory mixing” action gives high quality concrete with maximum strength.
Rotating pan concrete mixer :
most of these type mixers are obsolete. Good for precast, both wet and dry cast. Mixing action similar to planetary but mechanically complex, high maintenance. Difficult to install moisture sensors. Single discharge door. Most models not fast enough to create “Compulsory mixing”, so concrete not as high in quality or strength.

Drum / tilt up and transit concrete mixing trucks :
Slow, poor mixing action takes many revolutions to attain good homogeneity. Critical on charging sequence, requiring initial addition of water to wet blades and help remove deposit from previous batch. Cannot be completely discharged, difficult to clean out and maintain.

Ribbon/Spiral blade concrete mixer :
The ‘old standard’ for precast and block plants. Slow, poor, non-compulsory mixing action takes many minutes for good mix. Very little end to end action, so charging method and water entry is critical to avoid variation within discharged batch. Non-compulsory action. Reliable with low maintenance cost. Newer versions with separate angled paddles have improved mixing action and speed .
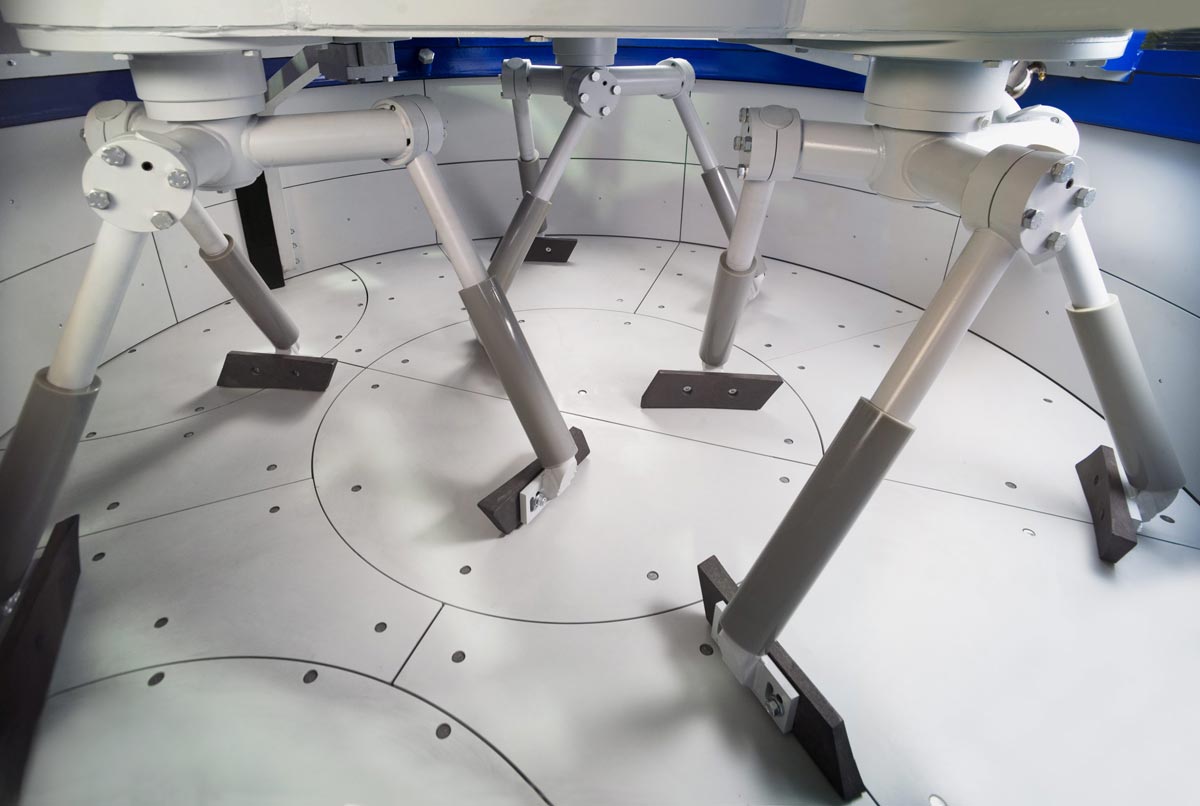
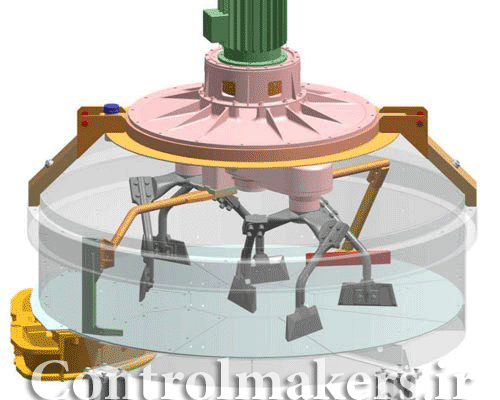
Why does the planetary mixer have 3-armed stars while other top mixers in its class have only two?
Ocmer’s designers have studied the action of both 2-armed and 3-armed stars and concluded that 3 are better for most sizes of mixer (one size has three 2-bladed stars). Not only because there are more arms and blades, but because the blades can be positioned to be much more effective. To start with, the arms can sweep the mixing volume more effectively because the more paths there are, the more times each area can be covered in every minute. This gives better mixing. Less obvious, however, is the angle of the blade. The combined rotation of star and individual blade across the mixer floor shows that the blades should be angled not at right angles to the star shaft but at a slight inward angle. This gives better sweeping action and eliminates lengthways slicing through the mix, which is ineffective and causes excessive wear.
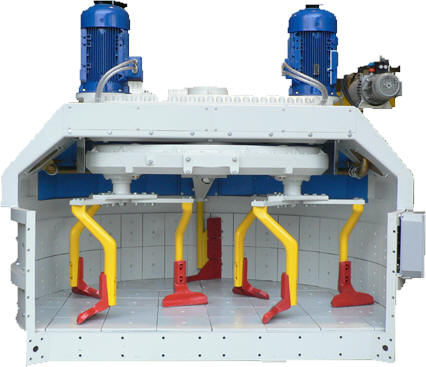
How does a full mixer still mix almost as effectively and fast as a partial batch?
Because in Ocmer mixers, the pan is wider and the depth of mix is less than in most others. Compare width and volumes. This makes it easier to mix a full batch; mixers with higher sides and smaller diameter have more difficulty in achieving top to bottom homogeneity. In addition, the scooped blades create pressure in front and a void behind, drawing material from the top downward behind each arm and mixing material vertically as well as horizontally, which is needed for complete mixing. The high speed creates “Compulsory” mixing action, breaking -up clumps and distributing cement evenly to coat all particles. This creates stronger concrete.
What is the difference between Filling Capacity, Uncompacted Output and Compacted Output?
When the mixer is filled to its DRY FILLING CAPACITY, as the stone, sand and cement mix, the air spaces between stone chunks get filled with sand, and the air spaces around the sand grains get filled with cement. The density goes from about 100 lb/cu. ft. to 150 as it is mixed. Even the spaces around the cement powder get filled – with water. The whole volume reduces by 20% or more as a zero slump mix is made. But this zero slump mix still has lots of air spaces in it. If discharged in this state, you get an UNCOMPACTED YIELD of 20% less than the mixer capacity. When the mix is vibrated in the mould or form, all this extra air is expelled and it compacts by a further 15 to 20% to give the COMPACTED YIELD, which is 2/3 of the dry filling capacity.
What does this mean to the user? It depends on the application:
If the user needs 3” slump or less, the container (Tuckerbilt or bucket) capacity must hold the UNCOMPACTED YIELD.
If the user needs 6” slump or more, the container (Tuckerbilt or bucket) capacity must hold the COMPACTED YIELD.
If the user needs something in between, the container (Tuckerbilt or bucket) capacity must hold something IN BETWEEN. Use your judgment.
Proper design means longer life.
Read More :
Concrete Baching Plant over View
Concrete Baching Plant Modelling guied
How dose the concrete batching plant work?
What is the best type of concrete batch mixer
Installation Tips of Batching Plant